Thước kẹp, hay còn được gọi là thước cặp, là một dụng cụ đo lường có độ chính xác cao, được thiết kế với một hoặc hai cặp chân, tay hoặc hàm có khả năng điều chỉnh linh hoạt.
Đây là một công cụ đo lường vô cùng đa năng, được sử dụng rộng rãi trong lĩnh vực cơ khí để đo khoảng cách, kích thước bên trong, kích thước bên ngoài, độ sâu và cả bước của chi tiết.
Sự linh hoạt này biến thước kẹp trở thành một trong những dụng cụ đo lường không thể thiếu trong nhiều ngành nghề, đặc biệt là chế tạo máy và gia công chính xác.
Thước kẹp được phân loại thành ba nhóm chính, mỗi loại có những đặc điểm và ứng dụng riêng biệt:
- Thước kẹp tiêu chuẩn (Vernier Caliper): Đây là loại thước kẹp truyền thống, sử dụng thang đo chính và du xích để đọc kết quả.
- Thước kẹp đồng hồ (Dial Caliper): Loại này tích hợp một mặt đồng hồ để hiển thị phần thập phân của kết quả đo, giúp việc đọc số dễ dàng hơn.
- Thước kẹp điện tử (Digital Caliper): Đây là loại hiện đại nhất, hiển thị kết quả đo trực tiếp trên màn hình điện tử, cho phép đọc nhanh chóng và chính xác.
Trong bài viết này, chúng ta sẽ tập trung đi sâu vào cách sử dụng và đọc số đo trên thước kẹp tiêu chuẩn, loại thước kẹp cơ bản nhưng vẫn giữ vai trò quan trọng trong nhiều ứng dụng.
Giới Thiệu Về Thước Kẹp Tiêu Chuẩn: Cấu Tạo và Nguyên Lý Hoạt Động
Thước kẹp tiêu chuẩn, dù có sự khác biệt nhỏ về thiết kế giữa các thương hiệu, nhưng về cơ bản đều có cấu tạo chung gồm các thành phần cốt lõi, đảm bảo chức năng đo lường chính xác.
1. Các Thành Phần Cấu Tạo Chính
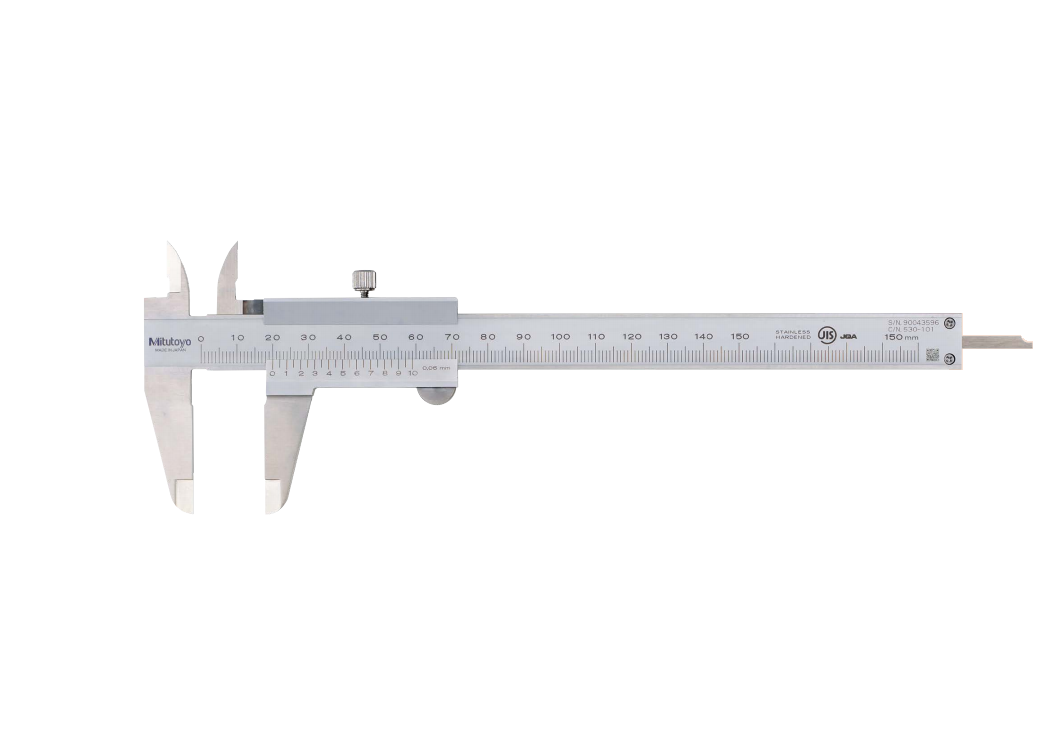
Mỗi chiếc thước kẹp tiêu chuẩn đều bao gồm những bộ phận sau:
- Hàm đo trong (1): Dùng để đo kích thước bên trong của lỗ, rãnh.
- Con trượt (2): Bộ phận có thể di chuyển dọc theo thân thước, mang theo du xích và hàm đo.
- Vít khóa thanh trượt (3): Dùng để cố định con trượt tại một vị trí nhất định sau khi đo, giúp giữ nguyên kết quả đọc.
- Thân thước (4): Là phần chính của thước, trên đó có thang đo chính.
- Thanh đo độ sâu (5): Một thanh nhỏ được gắn vào con trượt, dùng để đo độ sâu của các lỗ hoặc bậc.
- Mặt đo độ sâu (6): Bề mặt của thanh đo độ sâu tiếp xúc với chi tiết khi đo.
- Bề mặt trượt (7): Bề mặt mà con trượt di chuyển trên thân thước.
- Thang đo chính (8): Thang đo được khắc trên thân thước, hiển thị giá trị phần nguyên của phép đo.
- Vị trí tựa (9): Nơi đặt ngón tay cái để di chuyển con trượt.
- Du xích – thang đo phụ (10): Thang đo được khắc trên con trượt, dùng để đọc phần thập phân của phép đo và xác định độ chính xác của thước.
- Hàm đo ngoài (11): Dùng để đo kích thước bên ngoài của chi tiết.
- Mặt đo bước (12): Bề mặt dùng để đo bậc của chi tiết.
2. Du Xích Là Gì? Vai Trò Quan Trọng Của Thang Đo Phụ
Du xích trên thước kẹp tiêu chuẩn chính là phần thang đo phụ được in trực tiếp trên con trượt. Chức năng cốt lõi của du xích là biểu thị độ chính xác của thước kẹp.
Nó cho phép người dùng đọc được các giá trị đo với độ phân giải cao hơn so với chỉ nhìn vào thang đo chính. Do đó, du xích là một thành phần cực kỳ quan trọng, không thể thiếu, giúp thước kẹp tiêu chuẩn đạt được độ chính xác mong muốn.
Hướng Dẫn Sử Dụng Thước Kẹp Tiêu Chuẩn Đúng Cách và Hiệu Quả

Để đảm bảo kết quả đo chính xác và kéo dài tuổi thọ của thước kẹp, việc tuân thủ các quy tắc sử dụng là rất quan trọng.
1. Lưu Ý Quan Trọng Trước Khi Sử Dụng
Trước khi bắt đầu bất kỳ phép đo nào, hãy thực hiện các bước sau để chuẩn bị thước kẹp:
- Lau sạch thước: Khi sử dụng thước lần đầu hoặc sau một thời gian dài không dùng, hãy dùng vải mềm thấm dầu để lau sạch lớp chống gỉ sét trên bề mặt thước, đặc biệt là các hàm đo và thanh trượt. Lớp dầu này có thể khô lại và ảnh hưởng đến chuyển động trượt.
- Kiểm tra độ sạch của vạch chia: Nếu có phôi cắt hoặc mảnh vụn vật liệu dính vào các vạch chia trên thước, hãy dùng vải da hoặc gạc mềm để lau sạch. Bụi bẩn có thể gây sai lệch khi đọc số.
- Tra dầu bôi trơn: Tra một lượng nhỏ dầu sạch vào dầm, đặc biệt là bề mặt trượt, để cải thiện sự di chuyển mượt mà của con trượt.
- Đảm bảo nhiệt độ ổn định: Sử dụng thiết bị trong điều kiện nhiệt độ phòng ổn định. Tránh đo và hiệu chỉnh trong môi trường có nhiệt độ thay đổi đột ngột, vì sự giãn nở hoặc co lại của vật liệu có thể ảnh hưởng đến độ chính xác.
2. Những Thông Tin Cần Xác Nhận Trước Khi Đo
Việc kiểm tra tình trạng của thước kẹp trước mỗi lần đo là rất quan trọng để đảm bảo độ tin cậy của kết quả:
- Chuyển động của con trượt: Di chuyển con trượt dọc theo toàn bộ chiều dài thân thước. Đảm bảo rằng không có bất kỳ sự bất thường nào trong quá trình di chuyển, chẳng hạn như cảm giác cứng, khựng lại, hoặc có độ rơ giữa con trượt và bề mặt trượt.
- Sự căn chỉnh của thang đo: Đóng hai hàm đo lại với nhau. Kiểm tra xem vạch “0” trên thang đo chính và vạch “0” trên du xích có trùng khớp hoàn toàn với nhau hay không. Nếu không, thước có thể đã bị lệch.
- Khe hở – Độ mòn giữa các mặt đo của hàm đo:
- Đối với hàm đo ngoài: Khi đóng các hàm đo ngoài và đặt chúng dưới nguồn sáng, hãy quan sát kỹ. Đảm bảo rằng không có khe hở nào có ánh sáng xuyên qua được nhìn thấy bằng mắt thường. Nếu có, khe hở đó phải đồng đều trên toàn bộ bề mặt tiếp xúc. Đồng thời, kiểm tra xem các khớp nối và bề mặt của hàm đo có bị biến dạng hay không.
- Đối với hàm đo trong: Khi đóng các hàm đo trong và quan sát dưới ánh sáng, cần xác nhận ánh sáng nhìn thấy là đồng đều ở giữa khe hở, và các đầu nhọn của hàm đo không bị biến sáng (do mòn).
3. Cách Cầm Thước Kẹp Đúng Kỹ Thuật
Việc cầm thước kẹp đúng cách sẽ giúp bạn thực hiện các phép đo ổn định và chính xác hơn.
- Thao tác cơ bản khi đo thông thường: Nắm nhẹ thân thước bằng tay phải. Đặt ngón cái của tay phải lên vị trí tựa của con trượt (du xích) và dùng ngón cái để di chuyển con trượt theo phương ngang.
- Khi đo độ sâu: Nắm nhẹ thân thước bằng một tay và đưa đuôi thước tiếp xúc với bề mặt phôi. Sau đó, dùng tay còn lại để di chuyển con trượt. Khi đo độ sâu, phương đặt thước lúc này thường là phương thẳng đứng.
4. Các Phương Pháp Đo Phổ Biến
Thước kẹp có thể thực hiện nhiều loại phép đo khác nhau. Dưới đây là các phương pháp đo cơ bản:
a. Đo Kích Thước Ngoài (Outside Measurement)
Đây là phép đo phổ biến nhất, dùng để đo đường kính ngoài hoặc chiều dài của chi tiết.
- Bước 1: Mở rộng các hàm đo ngoài bằng cách kéo con trượt.
- Bước 2: Đặt phôi vào giữa hai hàm đo ngoài.
- Bước 3: Đẩy con trượt hướng về phía phôi, sao cho bề mặt đo của hàm đo ngoài tiếp xúc nhẹ nhàng và đồng nhất với bề mặt phôi. Lực kẹp phải vừa đủ, không quá mạnh để tránh làm biến dạng phôi hoặc gây sai số.
- Bước 4: Sau khi phôi được kẹp chặt, cố định con trượt bằng vít khóa và đọc số đo trên các vạch chia của thước.
Lưu ý quan trọng khi đo ngoài:
- Tránh tác dụng lực quá mạnh: Lực đo quá mức không chỉ gây ra sai số mà còn có thể làm biến dạng phôi và làm sai lệch vị trí của các hàm đo theo thời gian.
- Không kẹp phôi theo đường chéo: Đảm bảo các hàm đo vuông góc với bề mặt cần đo để tránh sai số.
- Kẹp phôi gần mặt trượt: Luôn cố gắng kẹp phôi càng gần bề mặt trượt của thước càng tốt để tăng độ chính xác. Khả năng xảy ra sai số sẽ cao hơn khi kẹp phôi gần các đầu nhọn của hàm đo do độ cứng vững ở đó thấp hơn.
b. Đo Kích Thước Trong (Inside Measurement)
Phép đo này dùng để đo đường kính trong của lỗ, đường kính rãnh.
- Bước 1: Đóng hai hàm đo trong lại với nhau.
- Bước 2: Đưa các hàm đo trong vào bên trong phôi cần đo.
- Bước 3: Từ từ kéo con trượt ra ngoài cho đến khi bề mặt đo của hàm đo trong tiếp xúc nhẹ nhàng và đồng nhất với bề mặt bên trong của phôi.
- Bước 4: Cố định con trượt và đọc giá trị đo được trên các vạch chia của thước.
Lưu ý quan trọng khi đo trong:
- Đưa hàm đo vào sâu nhất có thể: Cố gắng đưa các hàm đo trong vào vị trí sâu nhất có thể bên trong phôi để đảm bảo phép đo chính xác tại vị trí cần thiết.
- Khi đo đường kính trong: Các mặt đo nên được tiếp xúc chặt chẽ với nhau. Thực hiện đo nhiều lần và lấy giá trị lớn nhất đo được, vì đó thường là đường kính thực.
- Khi đo rãnh: Tương tự như khi đo đường kính trong, nên thực hiện nhiều phép đo, nhưng lấy giá trị nhỏ nhất thu được, vì đó là chiều rộng rãnh thực tế.
c. Đo Bước (Step Measurement)
Phép đo bước dùng để đo chiều cao của bậc hoặc chiều sâu của rãnh.
- Bước 1: Đưa mặt đo bước của thước tiếp xúc với bề mặt trên của phôi.
- Bước 2: Di chuyển con trượt bằng cách kéo hoặc đẩy cho đến khi mặt đo bước còn lại chạm vào bề mặt bậc của phôi.
- Bước 3: Khi các mặt đã tiếp xúc chặt chẽ với nhau, cố định con trượt và đọc số đo biểu thị trên thước.
Lưu ý quan trọng khi đo bước:
- Không sử dụng thanh đo độ sâu để đo bước: Mặc dù có vẻ tương tự, nhưng mỗi bộ phận được thiết kế cho mục đích riêng.
- Đặt thước sao cho toàn bộ bề mặt đo bước tiếp xúc với phôi: Điều này đảm bảo kết quả đo chính xác và không bị nghiêng.
d. Đo Độ Sâu (Depth Measurement)
Phép đo độ sâu dùng để đo độ sâu của lỗ hoặc bậc.
- Bước 1: Đóng các hàm đo của thước lại.
- Bước 2: Đặt mặt đo độ sâu của thước tiếp xúc với bề mặt trên của phôi (miệng lỗ).
- Bước 3: Di chuyển con trượt cho đến khi thanh đo độ sâu chạm đến đáy lỗ hoặc bề mặt cần đo độ sâu.
- Bước 4: Khi các mặt đã tiếp xúc ổn định và chặt chẽ, cố định con trượt và đọc số đo thông qua các vạch chia của thước kẹp.
Lưu ý quan trọng khi đo độ sâu:
- Đặt thước sao cho mặt đo độ sâu vuông góc với phôi: Điều này cực kỳ quan trọng để đảm bảo thanh đo độ sâu đi thẳng vào lỗ và tiếp xúc chính xác với đáy.
5. Sau Khi Sử Dụng Thước Kẹp
Việc bảo quản đúng cách sau khi sử dụng sẽ giúp duy trì độ chính xác và kéo dài tuổi thọ của thước kẹp:
- Lau sạch thước: Lau sạch toàn bộ các thành phần của thước kẹp sau mỗi lần sử dụng để loại bỏ bụi bẩn, dầu mỡ hoặc mảnh vụn.
- Phủ lớp dầu chống gỉ: Trong trường hợp không sử dụng thước trong một thời gian dài, hãy phủ một lớp dầu chống gỉ mỏng lên toàn bộ bề mặt kim loại.
- Bảo quản đúng cách: Luôn bảo quản thước kẹp trong hộp hoặc túi bảo vệ của nó. Tránh để thước ở những nơi có nhiệt độ quá cao hoặc quá thấp, độ ẩm cao, hoặc tiếp xúc trực tiếp với ánh sáng mặt trời, vì những yếu tố này có thể làm ảnh hưởng đến vật liệu và độ chính xác của thước.
Cách Đọc Số Đo Trên Thước Kẹp Tiêu Chuẩn Một Cách Chính Xác

Việc đọc số đo trên thước kẹp tiêu chuẩn đòi hỏi sự cẩn thận và hiểu rõ về cách hoạt động của thang đo chính và du xích. Trước khi đọc số đo, cần xác định hai thông số quan trọng:
- Đơn vị đo: Được in trên thang đo chính của thước. Phổ biến nhất là milimet (mm) và inch. Mỗi vạch chia trên thước chính tương ứng với một đơn vị đo cơ bản (ví dụ: 1mm).
- Độ chính xác (Resolution): Là một con số kèm theo đơn vị đo được in trên phần du xích (thang đo phụ). Con số này thể hiện giá trị tương ứng cho mỗi vạch chia của thước phụ. Ví dụ: nếu ghi 0.02 mm, thì mỗi vạch chia trên du xích tương ứng với 0.02 mm.
Số đo biểu thị trên thước kẹp được chia làm hai phần, với cấu trúc chung là: Phần nguyên . Phần thập phân
- Phần nguyên: Là giá trị đọc được trên thang đo chính.
- Phần thập phân: Là giá trị đọc được trên thang đo phụ (du xích).
1. Xác Định Phần Nguyên
Cách xác định giá trị phần nguyên như sau:
- Trường hợp vạch “0” trên thang đo phụ trùng khớp với một vạch chia trên thang đo chính: Giá trị phần nguyên chính là giá trị của vạch chia đó.
- Trường hợp vạch “0” trên thang đo phụ nằm giữa hai vạch chia trên thang đo chính: Bạn sẽ lấy giá trị của vạch chia nhỏ hơn (vạch nằm ngay trước vạch “0” của du xích).
2. Xác Định Phần Thập Phân
Cách xác định phần thập phân đòi hỏi sự quan sát kỹ lưỡng trên du xích:
- Tìm vạch chia trên thước đo phụ (du xích) trùng khớp hoàn toàn nhất với bất kỳ vạch chia nào trên thang đo chính.
- Trong trường hợp không có sự trùng khớp hoàn toàn, hãy tìm vạch chia nào trên du xích gần khớp nhất – tức là có độ lệch nhỏ nhất so với một vạch chia trên thang đo chính.
- Lấy thứ tự của vạch chia đó trên du xích (ví dụ: vạch thứ 3, vạch thứ 7,…) nhân với độ chính xác của thước kẹp (ví dụ: 0.05 mm, 0.02 mm).
3. Ví Dụ Minh Họa Cách Đọc Số Đo
Để giúp bạn dễ hình dung, chúng ta hãy xét hai ví dụ cụ thể:
a. Ví Dụ 1
- Đơn vị đo: mm
- Độ chính xác: 0.05 mm
- Trạng thái thước kẹp: Giả sử vạch “0” trên du xích nằm giữa vạch thứ 9 và vạch thứ 10 trên thang đo chính. Đồng thời, vạch thứ 3 trên du xích trùng khớp với một vạch chia trên thang đo chính.
- Xác định Phần Nguyên: Vạch “0” trên du xích nằm giữa vạch 9 và 10. Theo quy ước, chúng ta lấy giá trị vạch chia nhỏ hơn, vậy phần nguyên là 9 mm.
- Xác định Phần Thập Phân: Vạch thứ 3 trên du xích trùng khớp. Vậy, giá trị phần thập phân được tính là: 3×0.05=0.15 mm.
- Kết quả đọc được: Cộng phần nguyên và phần thập phân: 9+0.15=9.15 mm.
b. Ví Dụ 2
- Đơn vị đo: mm
- Độ chính xác: 0.02 mm
- Trạng thái thước kẹp: Giả sử vạch “0” trên du xích nằm giữa vạch thứ 13 và vạch thứ 14 trên thang đo chính. Đồng thời, vạch chia thứ 13 của du xích trùng khớp với một vạch chia trên thang đo chính.
- Xác định Phần Nguyên: Vạch “0” trên du xích nằm giữa vạch 13 và 14. Theo quy ước, chúng ta lấy giá trị vạch chia nhỏ hơn, vậy phần nguyên là 13 mm.
- Xác định Phần Thập Phân: Vạch thứ 13 trên du xích trùng khớp. Vậy, giá trị phần thập phân được tính là: 13×0.02=0.26 mm.
- Kết quả đọc được: Cộng phần nguyên và phần thập phân: 13+0.26=13.26 mm.
Thước kẹp tiêu chuẩn là một công cụ đo lường mạnh mẽ và đáng tin cậy khi được sử dụng và bảo quản đúng cách. Việc nắm vững cấu tạo, các bước sử dụng và đặc biệt là cách đọc số đo chính xác sẽ giúp bạn đạt được kết quả tốt nhất trong công việc của mình.